- Model: VK-TFS-005U
- Enerji təchizatı: AC220V 50/60HZ tək faza
- Enerji istehlakı: 2.6Kw
- İş hava təzyiqi: 0.6Mpa
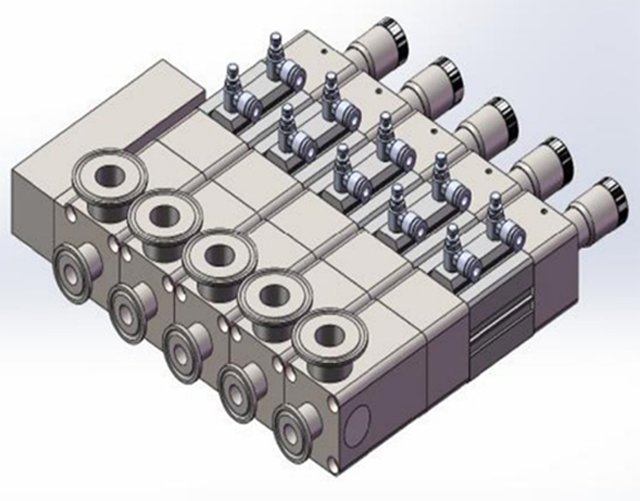
- Doldurma nasosu: 5 dəst keramika nasosları
- Uyğun material: Esans və ya suya bənzər məhsullar
- Uyğun boru materialı: PE (maşın testi üçün əvvəlcə zolaqlı boru nümunələrini almaq lazımdır)
- Doldurma diapazonu: 0,3-10ml Doldurma dəqiqliyi: ±0,5%
- Maks. Sızdırmazlıq uzunluğu: 140 mm Maks. hündürlüyü: 120 mm
- Tutumu: 15-20 boru zolağı/dəq
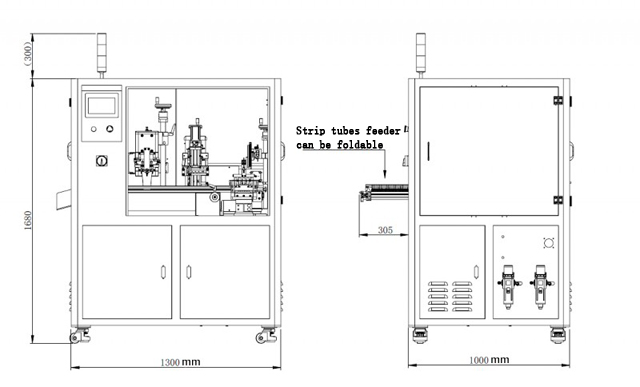
- Ölçü: 1300*1300*1950mm
- Qablaşdırma ölçüsü: 1450*1350*1890mm
- Ümumi çəki: 514 kq
- HS kodu: 84223090
Plastik boru möhürləmə maşınları, qida maddələri, kosmetika, yapışqanlar və əczaçılıq kremləri və dərmanlar daxil olmaqla müxtəlif maye və ya gel məhsulları olan plastik boruları hermetik şəkildə bağlamaq üçün istehsal xəttində istifadə olunur.
Plastik borular boru materialının növündən və boru içərisində olan məhsuldan asılı olaraq bir neçə yolla bağlanır. Sızdırmazlıq üsullarına isti hava sızdırmazlığı, ultrasəs sızdırmazlığı, impuls sızdırmazlığı və isti çənə sızdırmazlığı variantları daxildir.
Məsələn, kompozit borular nazik alüminium və plastik materialların birləşməsindən güclü, çevik bir boru yaratmaq üçün birlikdə hazırlanır. Bu tip borular adətən diş məcunu boruları kimi istifadə olunur, ehtimal ki, istehlakçılar tərəfindən mağaza və supermarketlərdən hər gün alınan ən məşhur boru növləridir.
Əsas Parametrlər

- Model: VK-TFS-005U
- Enerji təchizatı: AC220V 50/60HZ tək faza
- Güc: 2.6Kw
- İş hava təzyiqi: 0.6Mpa
- Doldurma nasosu: 5 dəst keramika nasosları
- Uyğun material: Esans və ya suya bənzər məhsullar
- Uyğun boru materialı: PE (maşın testi üçün əvvəlcə zolaqlı boru nümunələrini almaq lazımdır)
- Doldurma diapazonu: 0.3-10ml
- Doldurma dəqiqliyi: ±0,5%
- Maks. Sızdırmazlıq uzunluğu: 140 mm
- Maks. hündürlüyü: 120 mm
- Tutumu: 15-20 boru zolağı/dəq
- Ölçü: 1300*1300*1950mm
- Qablaşdırma ölçüsü: 1450*1350*1890mm
- Ümumi çəki: 514 kq
- HS kodu: 84223090
- Maşın gövdəsi: 304 # paslanmayan polad
Borunun Doldurulması və Bağlanması İş Prosesi
Boş borular ucu açıq bir boru doldurma maşınına aparılır və doldurma maşınına avtomatlaşdırılmış qidalanma üçün bunkerdə saxlanılır. Bəzi hallarda, daha kiçik dövrələr və sınaq nümunəsi istehsalı üçün doldurma maşınlarına əl ilə açıq uclu borular əlavə edilə bilər. Bəzi istehsal xətləri boruları doldurma maşınının disklərinə yükləmək üçün yüksək sürətli robot maşınlardan istifadə edir.
Boru şaquli şəkildə açıq ucu şaybaya yerləşdirildikdən sonra, zibilləri çıxarmaq üçün boruya ionlaşmış hava üfürmək üçün borunun açıq ucuna bir burun endirilir və sonra vakuum vasitəsilə çıxarılır.
Daha sonra boru doldurulmağa hazırdır və məmə məhsulu təmiz şəkildə paylamaq üçün borunun açıq ucuna enəcək, məhsulla təmasdan qaçmaq və sızdırmazlıq sahəsini saxlamaq üçün özünü boruda təxminən məhsul səviyyəsində saxlayacaq. boru təmiz və hər hansı bir məhsul sıçraması yoxdur.
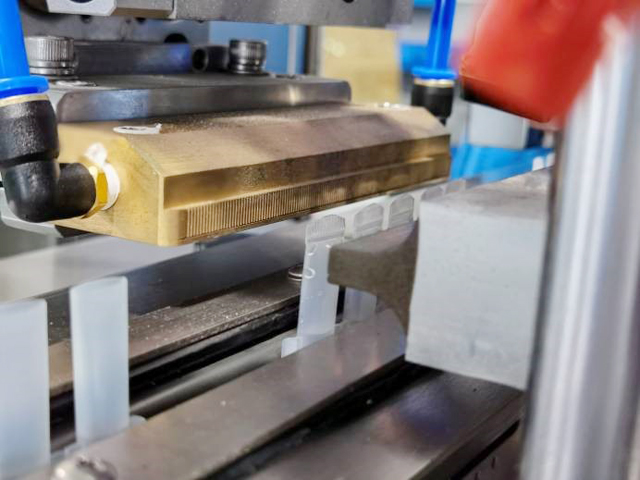
Boru düzgün miqdarda məhsulla doldurulduqdan sonra, o, plastik boru möhürləyən maşına köçürüləcək, burada plastiki yumşaltmaq üçün borunun açıq ucuna diqqətlə isti hava üfürülür.
Daha sonra boru möhürlənməyə davam edəcək, burada möhürləyici çənələr borunun isti plastik divarlarını bir-birinə sıxacaq. Borunun ucu isti hava ilə qızdırıldığı üçün iki divar bir-birinə qaynaq edərək iki tərəfi bir yerdə saxlayacaq və borunu qapalı şəkildə bağlayacaq.
İsti sızdırmazlıq çənələri tez-tez bükülmüş plastik möhürə partiya kodunu, yaradılma tarixini və ya istifadə tarixini daxil etmək üçün dəyişdirilə bilən simvol ştampları ilə təchiz oluna bilər.
Daha sonra boru kəsilməyə davam edəcək, burada hər hansı artıq plastik möhürdən kəsiləcək və boruya təmiz estetik görünüş və bitirmə təmin ediləcək. Hazır borular daha sonra qutular və ya markalı qablaşdırma kimi hər hansı digər qablaşdırmaya qablaşdırılmazdan əvvəl yoxlanıla bilər.
Əsas hissələr:

Sensor Panel: WEINVIEW, Çin Tayvan
Fotoelektrik açar: Omron, Yaponiya
Maşın PLC: Mitsubishi Japan
Keramika nasosları sensor ekran və PLC: Coolmay China
Servo Motor və sürücü: Lichuan Çin
Step motor və sürücü: Leadshine China
Silindr və solenoid klapan: AirTac TaiWan
Xüsusiyyətlər



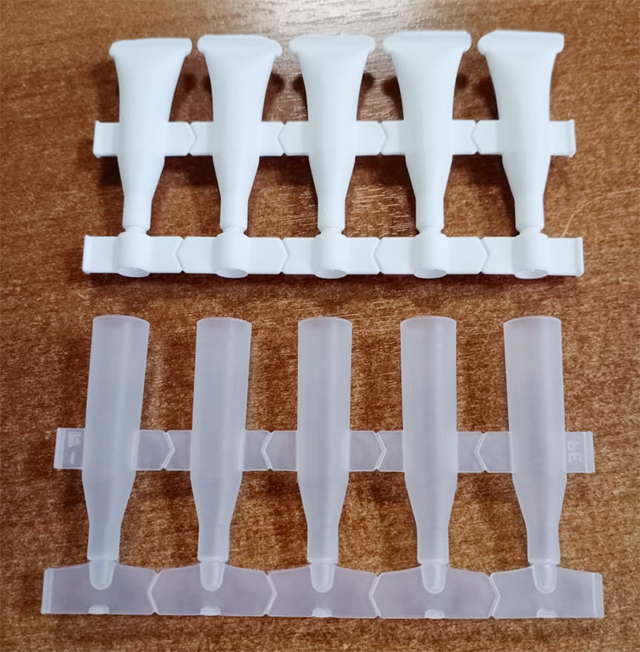
- Maşın xüsusi olaraq 5-də 1 boru üçün nəzərdə tutulmuşdur, 5-də 1 boruların kütləvi istehsalı üçün uyğundur.
- Boruların əl ilə qidalanması, avtomatik doldurulması, möhürlənməsi, uclarının kəsilməsi.
- Ultrasonik sızdırmazlıq texnologiyasını qəbul edir, istiləşmə vaxtına ehtiyac yoxdur, daha sabit və səliqəli sızdırmazlıq, təhrif və aşağı rədd dərəcəsi 1% -dən azdır.
- Rəqəmsal ultrasəs avtomatik izləmə elektrik idarəetmə qutusu üçün müstəqil R&D, uzun müddət istifadədən sonra gücün azaldılmasından qaçaraq, gücün avtomatik kompensasiyası funksiyası ilə tezliyi əl ilə tənzimləməyə ehtiyac yoxdur. Boru materialına və ölçüsünə görə gücü sərbəst şəkildə tənzimləyə bilər, sabit və minimum nasazlıq dərəcəsi, normal elektrik qutusuna nisbətən ömrünü uzadır.
- Rahat əməliyyat təcrübəsini təmin edən sensor ekran idarəetmə sistemi ilə PLC.
- 304 paslanmayan poladdan hazırlanmışdır, turşu və qələvi müqavimət, korroziyaya davamlıdır.
- Standart peristaltik nasos doldurma sistemi, yüksək dəqiqlikli doldurma ilə təchiz olunmuşdur və maye doldurma üçün uyğundur.
- Boru yoxdur, doldurma yoxdur, boru yoxdur, möhürləmə funksiyası yoxdur, maşın və qəlib itkisini azaldır.
- Cam indeksləmə sistemi altı iş stansiyası üçün dəqiq yerləşdirə bilər.
Nümunələr


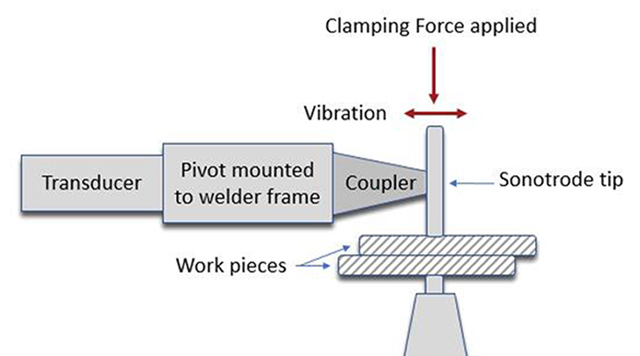
Ultrasonik Qaynaq (Möhürləmə) Necə İşləyir?
Ultrasonik qaynaq güclü, bitmiş bir montaj yaratmaq üçün iki plastik hissəni birləşdirmək üçün istifadə olunan bir prosesdir. Proses yüksək tezlikli (ultrasəs) titrəmələrə əsaslanır və buynuz vasitəsilə hissələrə tətbiq edilir. Titrəmələrin iki hissə arasındakı interfeysdə udulması, sürtünmə meydana gəlməsi və plastiğin əriməsinə səbəb olması ilə qaynaq baş verir. Ultrasəs vibrasiyaları enerji təchizatı, çevirici, gücləndirici və səs siqnalı daxil olmaqla bir sıra komponentlər tərəfindən yaradılır və nəticədə mexaniki vibrasiya hissələrə çatdırılır.
Enerji təchizatının rolu daxil olan xətt gərginliyini (50 və ya 60Hz-də) yeni tezliyə çevirməkdir. Bu elektrik enerjisi daha sonra adından da göründüyü kimi elektrik enerjisini mexaniki vibrasiyaya çevirən çeviriciyə göndərilir. Konvertor pyezoelektrik keramika disklərindən ibarətdir ki, onlar verilən elektrik enerjisi nisbətində genişlənir və büzülür. Titrəmələrin böyüklüyü amplituda adlanır, bu termin müəyyən bir tətbiq üçün ultrasəs sistemini təyin edərkən çox vacib olur. Titrəmələr daha sonra gücləndirici vasitəsilə ötürülür, bu, adətən amplitudu əvvəlcədən müəyyən edilmiş çoxluqla artırır, bu da qazanc kimi tanınır. Nəhayət, gücləndiricinin çıxış amplitüdü buynuz vasitəsilə ötürülür və burada o, plastik hissələrə çatdırıla bilər. Konvertor, gücləndirici və buynuzun birləşməsi ümumiyyətlə ultrasəs yığını adlanır.
Titrəmələri hissələrə çatdırmaq üçün yığın, ultrasəs qaynağının növbəti kritik elementini tətbiq edən mexaniki sistem olan aktuatora yerləşdirilir: güc. Ötürücü pnevmatik silindrdən və ya yığını hissəyə endirmək üçün digər hərəkətverici vasitələrdən ibarət ola bilər. Aktuatorlarda qaynaq zamanı əks əlaqə təmin etmək üçün çox vaxt xətti kodlayıcılar və ya yük hüceyrələri kimi digər sensorlar və qurğular olur. Ötürücü buynuzu hissəyə endirir və tətik qüvvəsi qarşılanana qədər güc tətbiq edir; bu nöqtədə ultrasəs tətbiq olunur. Titrəmələr daha sonra hissələrə çatdırılır və burada onlar qaynaq birləşməsində qurbanlıq ərimə materialı sayıla bilən “enerji direktoru” kimi tanınan üçbucaqlı materialın üzərində cəmlənir. Material əriyəndən sonra ultrasəs titrəyişləri dayandırılır və ötürücü plastik bərkiyənə və möhkəm bağ yaranana qədər təzyiqi davam etdirir. Bütün qaynaq prosesi, başlanğıcdan sona qədər, adətən bir-iki saniyə ərzində tamamlanır.
Qeyd edildiyi kimi, ultrasəs qaynağının ən vacib elementlərindən biri yığının təmin etdiyi amplitudadır (vibrasiya). Bunun səbəbi, bəzi plastiklərin qaynaq üçün digərlərindən daha çox amplituda tələb etməsidir. Amorf polimerlər (ABS, polikarbonat, polistirol) aşağı amplituda tələb edir, yarı kristal (neylon, polipropilen) isə qaynaq üçün əhəmiyyətli dərəcədə daha çox amplituda tələb edir.
Təcrübəli proqram mühəndisi həmişə müəyyən bir montaj və material növü üçün düzgün tezliyi və alət seçimini müəyyən etmək üçün işləyə bilər.
Ultrasonik qaynaq bütün əsas bazarlarda müxtəlif komponentlərin yığılması tətbiqləri üçün plastik sənayesində geniş şəkildə qəbul edilmiş montaj üsuludur: tibb, B&CE, avtomobil, məişət texnikası, toxunmamış materiallar, qablaşdırma və s. Ultrasonik qaynağın üstünlükləri arasında qısa dövrə müddəti, yüksək möhkəmlikli bağlar və istehlak materiallarının (yəni, yapışdırıcılar) aradan qaldırılması daxildir. Ultrasonik qaynağın bir tətbiq üçün uyğun olub olmadığını nəzərdən keçirərkən, uyğun montaj üsulunu müəyyən etmək üçün təcrübəli proqram mühəndisinə müraciət etmək yaxşıdır.

Bəyənə bilərsən
 Xətti Dəyirmi Şüşə Plastik Butulkalar Soyuq Pasta Yaş Yapışqan Etiketləmə Maşını
Xətti Dəyirmi Şüşə Plastik Butulkalar Soyuq Pasta Yaş Yapışqan Etiketləmə Maşını- Yarı Avtomatik Pnevmatik Çuxur Çantası Əvvəlcədən Hazırlanmış Çanta Doldurma Maşını
- Yüksək Sürətli Avtomatik Şüşə Vidalı Mil Dartıcı Qapaq Maşını
- Doldurma Xətti üçün Avtomatik Dönər Plastik Şüşə Qapaq Maşını
- Xətti Kiçik Karton Qutunun Künc Paketi Etiket Etiketleme Maşını
- Avtomatik Kiçik Kosmetik Butulkaların Doldurulması Qapaqlı Qapaqlı Etiketləmə Xətti
- Avtomatik Kosmetik Qida Borularını Dolduran Ultrasonik Mühürləmə Maşını
- Xüsusi Avtomatik Şaquli Kvadrat Şüşə Dörd Tərəfli Etiketləmə Maşını
- Yarı Avtomatik Plastik Boru Ultrasonik Qaynaq Sızdırmazlığı Avadanlığı
- Nasos qapaqları üçün yarı avtomatik masa üstü vida qapaq maşını