
- Nominal gərginlik: AC220V50/60Hz
- Maşının Net Çəkisi: 68kg 50kg
- Maksimum güc: 1800W
- Soyutma üsulu: Sərin Hava / Su ikiqat soyutma yolu
- Sızdırmazlıq diametri: φ15-75mm 15MM-45MM 30MM-60MM
- Şüşə Hündürlüyü: 20-180 mm
- İş üsulları: işləməyə davam edin
- Tətbiq sahəsi: Böyük İstehsal Yaması
- Sızdırmazlıq sürəti: 0-200 şüşə/dəq
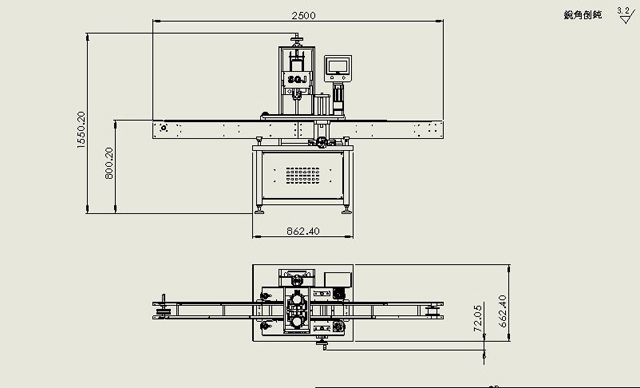
- Qablaşdırma Ölçüsü: 1600*450*1500mm
- Generator ölçüsü: 1450*410*1300mm
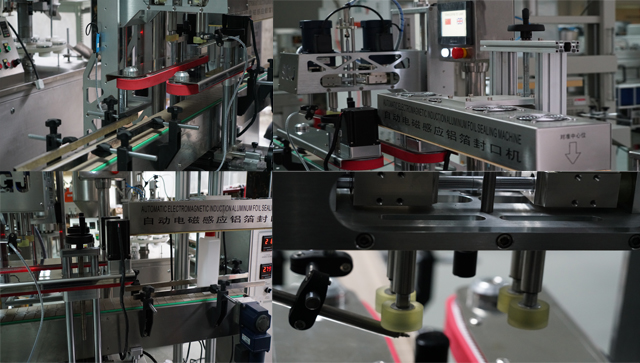
İnduksiya möhürləmə maşını və daxili qapaq maşını kimi iki əsas maşın daxil olmaqla xətt;
Maşınlar analitik agentin laboratoriya istifadəsində istifadə olunan tibbi şüşələrin qapaq-möhürlənməsi üçün uyğundur. Bütün xətt butulkaların döndərilməsi və ya partiyanın kodlaşdırılması funksiyası kimi köməkçi avadanlıqla təchiz oluna bilər.
Aşağıdakı kimi, müvafiq olaraq maşınlar üçün əsas məlumatlar var:
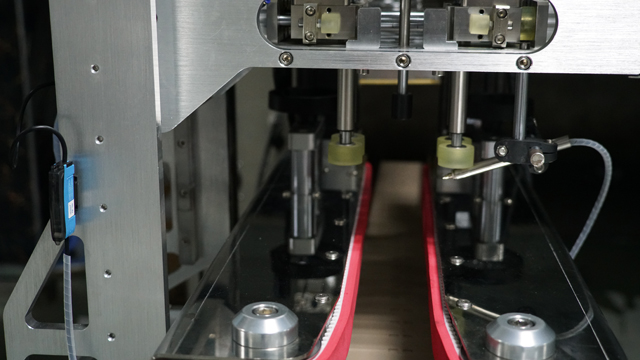
Qapağın möhürlənməsi kimi tanınan induksiyalı möhürləmə, plastik və şüşə qabların üst hissəsini hermetik şəkildə bağlamaq üçün daxili möhürü qızdırmaq üçün təmassız üsuldur. Bu möhürləmə prosesi konteyner doldurulduqdan və qapaq bağlandıqdan sonra baş verir.
Kompozit materiallarla elektromaqnit induksiyalı möhürləmə texnologiyası hazırda dünya tərəfindən tanınan qabaqcıl möhürləmə üsuludur və onun təmassız qızdırılması xüsusiyyəti plastik şüşənin (PP, PVC, PET, ABS, HDPE, PS və DURACON) möhürlənməsi üçün uyğundur. , şüşə butulka və müxtəlif kompozit plastik şlanq, buna görə də hazırda əczaçılıq, qida, yağ, gündəlik kimya, məişət kimyası və kənd təsərrüfatı kimyası kimi sənayelər üçün şüşələrin möhürlənməsi üçün ən qabaqcıl texnologiyadır.
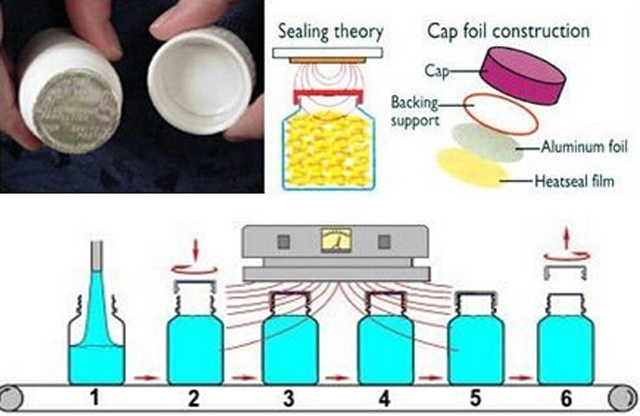
İş prinsipi və necə işləyir

Qapaq şüşə qaba artıq daxil edilmiş alüminium folqa təbəqəsi layneri ilə verilir. Seçmək üçün müxtəlif laynerlər olsa da, tipik bir induksiya layneri çox qatlıdır. Üst təbəqə ümumiyyətlə qapağa ləkə ilə yapışdırılmış bir kağız pulpasıdır. Növbəti təbəqə alüminium folqa təbəqəsini pulpa ilə bağlamaq üçün istifadə olunan mumdur. Alt təbəqə folqa ilə laminatlanmış bir polimer filmdir. Qapaq və ya bağlama tətbiq edildikdən sonra konteyner salınan elektromaqnit sahəsi yayan induksiya sarğısının altından keçir. Konteyner induksiya bobinin (möhürləmə başlığı) altından keçərkən keçirici alüminium folqa layneri burulğan cərəyanları səbəbindən qızmağa başlayır. İstilik mumu əridir, o, pulpa altlığına hopdurulur və folqa qapaqdan çıxır. Polimer filmi də qızdırır və qabın ağzına axır. Soyuduqda, polimer konteynerlə bir əlaqə yaradır və nəticədə hermetik şəkildə bağlanmış məhsul yaranır. Nə konteynerə, nə də onun məzmununa mənfi təsir göstərmir; Yaranan istilik tərkibinə zərər vermir.
Folqanın həddindən artıq istiləşməsi, möhür qatına və hər hansı qoruyucu maneələrə zərər verə bilər. Bu, ilkin möhürləmə prosesindən bir neçə həftə sonra belə nasaz möhürlərlə nəticələnə bilər, beləliklə, müəyyən bir məhsulu işə salmaq üçün lazım olan dəqiq sistemi müəyyən etmək üçün induksiya möhürlənməsinin düzgün ölçüləri çox vacibdir.
Sızdırmazlıq ya əl qurğusu ilə, ya da konveyer sistemi ilə həyata keçirilə bilər.
Daha yeni bir inkişaf (az sayda tətbiq üçün daha yaxşı uyğundur) bağlanma ehtiyacı olmadan konteynerə folqa möhürü tətbiq etmək üçün induksiya sızdırmazlığından istifadə etməyə imkan verir. Bu halda, folqa əvvəlcədən kəsilmiş və ya çarxda verilir. Bir çarxda verildikdə, o, kəsilir və qabın boynuna köçürülür. Folqa yerində olduqda, möhür başlığı ilə sıxılır, induksiya dövrü işə salınır və möhür konteynerə yapışdırılır. Bu proses birbaşa tətbiq kimi tanınır.
Rəsm
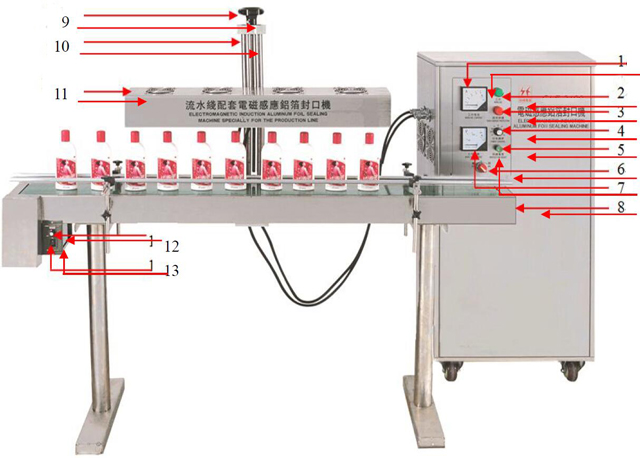
- Ampermetr: Bütün maşının işləməsi zamanı cari vəziyyəti göstərir.
- İş göstəricisi: İşləyən müstəsna vəziyyəti göstərir
- Həddindən artıq cərəyan göstəricisi: anormal iş vəziyyətini göstərir.
- Güc nəzarəti: güc tənzimləyicisi.
- Qoruma sıfırlaması: Normal iş vəziyyətini bərpa edin.
- Güc açarı: Bütün maşının gücünü idarə edir.
- Voltmetr: Bütün maşının işləməsi zamanı gərginlik vəziyyətini göstərir.
- Konveyer: butulkaların daşınması.
- Əl çarxı: müxtəlif butulkaların hündürlüyü ölçüləri üçün düzəlişlər.
- Qaldıran rəflər: Mühürleme başlığının hündürlüyünü və aşağı funksiyasını sabitləşdirmək və yüksəltmək və ya enmək üçün istifadə olunur.
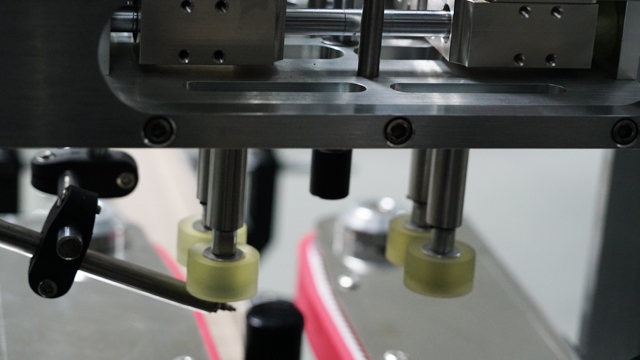
- Sızdırmazlıq başlığı: Alüminium folqa şüşə qapağında qızdırılır və möhürlənir.
- Tənzimləmə sürəti: konveyer kəmərinin işləmə düyməsinin tənzimləmə sürəti.
- Start Switch: Konveyer idarəetmə açarı.

- Nominal gərginlik: AC220V50/60Hz
- Maşının Net Çəkisi: 68kg 50kg
- Maksimum güc: 1800W
- Soyutma üsulu: Sərin Hava / Su ikiqat soyutma yolu
- Sızdırmazlıq diametri: φ15-75mm 15MM-45MM 30MM-60MM
- Şüşə Hündürlüyü: 20-180 mm
- İş üsulları: işləməyə davam edin
- Tətbiq sahəsi: Böyük İstehsal Yaması
- Sızdırmazlıq sürəti: 0-200 şüşə/dəq
- Qablaşdırma Ölçüsü: 1600*450*1500mm
- Generator ölçüsü: 1450*410*1300mm
İnduksiya möhürləmə maşınında metoddan istifadə edin

- Şüşələrin hündürlüyünün ölçüsünün tənzimlənməsi: Şüşəni "möhürləmə başlığının" altına qoyun, "əl çarxını" tənzimləyin, "möhürləmə başlığı" nın dibi ilə şüşə qapağının üzü arasındakı məsafənin təxminən 1-3 mm olduğundan əmin olun, "start açarını" çevirin. konveyer kəməri işə başlasın və butulkaların möhürləyici başlığa toxunub-toxunmadığını yoxlamaq üçün kəmərdən keçsin. Sərt olmayan ən kiçik məsafə ən yaxşısıdır.
- Konveyer lentinin sürətini "sürətə nəzarət" ilə tənzimləyin. Alüminium folqa sızdırmazlığı kəmər sürəti və gücü ilə bağlıdır. Kəmərə bir neçə şüşə qoyun, "güc açarını" yandırın və sızdırmazlıq testini aparın. Butulkalar möhkəm bağlandıqdan sonra əməliyyat rəsmi olaraq başlayır.
- Yükləmə kəmərində yumşaq işə salınmasını gözləyin və ampermetrdən sonra 3.2A göstərdikdə 30 saniyə sonra möhürlənməyə başlayın.
- Maşın bağlanarkən "güc açarı" və "başlanğıc açarı" nı söndürün.
Daxili Qapaq Maşını:
- İstehsal gücü: 40-60 Caps / dəq
- Qapağın ölçüsü: 10-50/35-140mm
- Şüşə diametri: 35-140 mm
- Şüşə hündürlüyü: 38~300mm
- Ölçü (L×W×H): 1000×800×1200mm
- Çəkisi: 350 kq
Daxili Qapaq Maşının Rəsmi
| 1 | Butulkalar | 2 | Şüşələrin bərkidilməsi |
| 3 | Mövqeyi tənzimləmək üçün tutacaq | 4 | Sürtünmə kasnağı |
| 5 | Vuruş mövqeyi modulu | 6 | Silindrə basan qapaqlar |
| 7 | Mövqe üçün tutacaq | 8 | Qapağın tənzimlənməsi modulu |
| 9 | Qapaq silindri | 10 | Qapaq Motoru |
| 11 | Nəzarət qutusu | 12 | Əl çarxı |
A-dan Z-yə qapaq tənzimlənməsi

Şüşələrin bərkidilməsinin tənzimlənməsi
1. Dəstəyi boşaldın (3)
2. Əvvəlcədən bərkidilmiş şüşələri qoyun (1)
3. Əgər qapaqların mərkəzi silindrin (9) mərkəzi ilə üst-üstə düşürsə, göz bəbəyi; bir dəfə üst-üstə düşdü, sapı düzəldin (3)
Qapaq hündürlüyünün tənzimlənməsi﹒
1. Dəstəyi boşaldın (7)
2. Sapı (12) tənzimləyin ki, qapaq sürtünmə çarxını (4) qapaqların altına 2 mm məsafədə olsun, sapı (7) bərkidin.
Qapaqlı Sürtünmə Boşluqlarının Tənzimlənməsi:
1. Hava mənbəyini bağlayın
2. Təmir qapaqlarını sürtünmə təkərləri arasına qoyun (4)
3. Vuruş modulunun (5) vintini tənzimləmək üçün sürtünmə çarxını (4) hərəkət etdirərək qapaqlara yaxınlaşın (göz qapağının ölçülməsi ilə hər iki tərəf simmetrik olmalıdır). Sağ fas hər tərəf üçün 2 mm-dən 3 mm-ə qədər olmalıdır;
Qapaq silindrinin hündürlüyünün tənzimlənməsi (qapaq nümunələrinə görə)
1. Vidanı (8) gevşetin, qapaq silindrini (9) kənara çıxarın;
2. Qapaq qozundan qapaqların yuxarı hissəsinə qədər olan məsafəni 1 mm-2 mm buraxın.
3. Vintini (8) sıxın
Qapaq silindrinin sürətinin tənzimlənməsi
1. Hava təzyiqi (standart 0,74mpa-0,6Mpa) üçün təzyiq parametrini tənzimləmək üçün təchizatı enerjisini və hava mənbəyini birləşdirin.
2. Qapaq vaxtını və bağlama intervalını tənzimləyin (standart 1s-dən 1.5s-ə qədər) vəziyyəti Manual olaraq seçin,Sol-sağ sürtünmə təkərinin pnevmatik sürətini tənzimləmək üçün pedalı çevirin, nəhayət, hər iki sürətdə sürəti bərabər səviyyədə etməlidir. ;
3. Qapaq silindrinin sürətini tənzimləyin.
Maşının sınaqdan keçirilməsi
1. Qapağın sınaq müddəti üçün bir məhsulu çıxarın; Qapağı bağlama effektinə uyğun olaraq yeniləyin;
2. Burulma qüvvəsinə uyğun olaraq fırlanma anı tənzimləyin.
Qapaqların bağlanması üçün şüşə nümunələri

Bəyənə bilərsən
 Ultrasonik Plastik Laminatlı Yığıla bilən Sıxma Boru Bağlama Maşını
Ultrasonik Plastik Laminatlı Yığıla bilən Sıxma Boru Bağlama Maşını- Avtomatik Tibbi Gel Şpris Dolduran Tıxaclama Maşını
- Avtomatik Pestisid Maye Gübrə Doldurma Qapağı Etiketləmə Xətti
- Plastik Butulkalar üçün Avtomatik Inline Vida Qapaq Maşını
- Avtomatik Metal qalay qutuları bankaların tikişi üçün möhürləyici etiketləmə maşını
- Əczaçılıq Şprisləri Gel Maye Doldurma Tıxacını Bağlayan Maşın
- İki Başlı Maye Krem Losyonu Dəriyə Qulluq Doldurma Maşını Yarı Avtomatik
- Fırlanan Şüşə Butulkalar Servo Efir Yağı Maye Doldurma Qapaq Maşını
- Avtomatik Stolüstü Kiçik Dəyirmi Butulkalar Öz-Yapışan Etiketləmə Avadanlığı
- Yastıq Səth üçün Yarı Avtomatik Çantalar Plastik Çanta Etiketleme Maşını









